
Technical
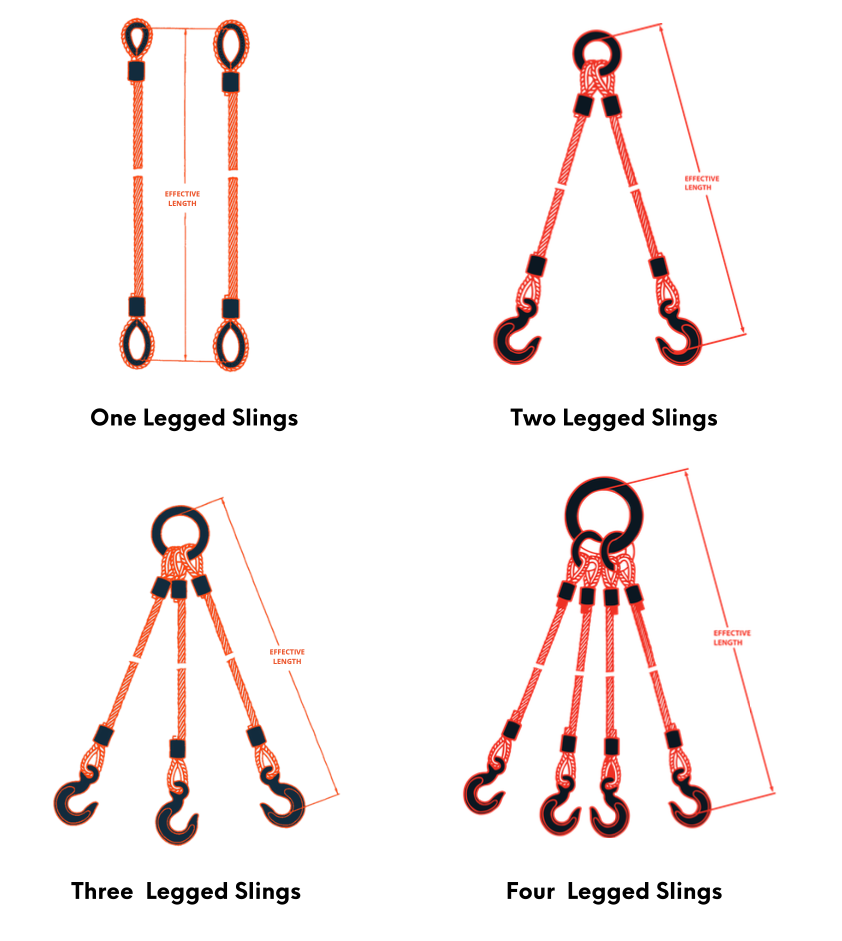
Wire Rope Slings
We have a well-trained & dedicated task force for manufacturing & assembling of an ever-expanding range & variety of world-class Wire Rope Slings, be it Mech-Spliced Slings or Hand-Spliced Slings, Single-Legged Slings, Multi-Legged Slings or Endless Slings, we make them all, with our Industry-leading Machines & Tools. Our Heavy-Duty Power-Presses & Benchmarked Dies ensure that our Wire Rope Slings are not only crimped and waged in the perfect manner but also are safe for heavy industrial applications.
How to order Wire Ropes
Wire Rope Installation
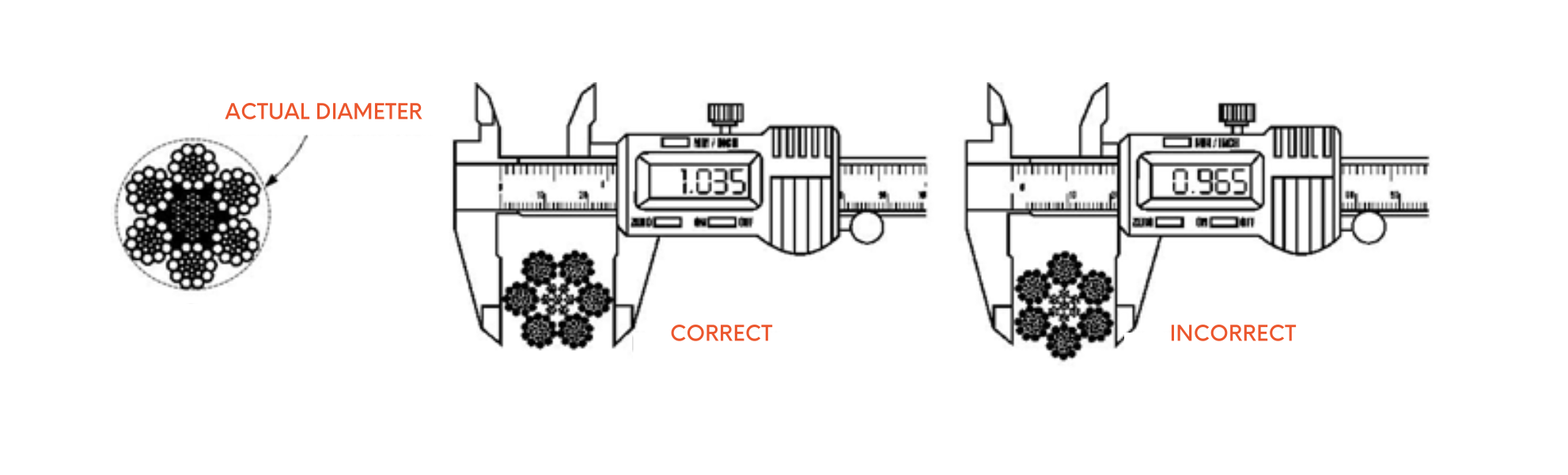
It is most important to check the diameter of the delivered Ropes before installation. This is to make certain that the Rope diameter meets the specified requirements for the given machine or equipment. With an under-sized diameter rope, stresses will be higher than designed for and the probability of breaking the rope will be increased. An oversized diameter Rope will wear out prematurely. This happens because of abuse to the Rope caused by pinching in the grooves of the sheave and drum. In checking, however, the actual Rope diameter must be measured. And this is defined as the diameter of the circumscribing circle, i.e. it’s largest cross-sectional dimension. To ensure accuracy, we are demonstrating the right method in this diagram below:

Wire Rope
While few of these vary in both complexity and configuration so as to produce ropes for specific purposes or characteristics. The three basic components of a standard wire rope design are:
01. Wires that form the strand
02. Multi-wire strands laid helically around a core
03. The core
Wire for ropes are made in several materials and types. These may include steel, iron, stainless
steel, and so on. By far, the most widely used material is high-carbon steel. This is available in a
variety of grades, each of which has properties related to the basic curve for steel rope wire. Wire
rope manufacturers select the wire type that is most appropriate for the requirements of the
finished product. Strands are made up of three or more wires, laid in any one of many specific
geometric arrangements, or in a combination of steel wires with some other materials such as
natural or synthetic fibers. It is conceivable that a strand can be made up of any number of wires,
or that a rope can have any number of strands. Right below, we provide you with a complete
description of wire rope constructions. Wire rope identification is not only done by its component
parts, but also by its construction, i.e., by the way, the wires have been laid to form strands, and
by the way, the strands have been laid around the core.
Type of Cores
There are three basic wire rope cores. In selecting the most appropriate core for a given application, a
wire rope manufacturer should be called upon for guidance. The core is the foundation of a Wire Rope &
it is made of materials that will provide pivotal support for the strands under normal bending and loading
conditions. Core materials include fibers (hard vegetable or synthetic) or steel. A steel core consists
either of a strand or an independent wire rope. The three most commonly used core designations are:
Fiber Core (FC), Independent Wire Rope Core (IWRC), and wire strand core (WSC) FIBER
INDEPENDANT WIRE STRAND WIRE CORE (WSC).
The core is the foundation of a wire rope. If the core (IWRC) cannot support the compressive load
imposed, the rope will lose its clearance between strands and its service life would be shortened.
Steel cores (WSC or IWRC) should be used when there is any evidence that a Fiber core will not
provide adequate support. Also, if the temperature of the environment may be expected to exceed 180°
(82°C) steel cores must be used.

Type of Rope Lays
It is most important to check the diameter of the delivered Ropes before installation. This is to make certain that the Rope diameter meets the specified requirements for the given machine or equipment. With an under-sized diameter rope, stresses will be higher than designed for and the probability of breaking the rope will be increased. An oversized diameter Rope will wear out prematurely. This happens because of abuse to the Rope caused by pinching in the grooves of the sheave and drum. In checking, however, the actual Rope diameter must be measured. And this is defined as the diameter of the circumscribing circle, i.e. it’s largest cross-sectional dimension. To ensure accuracy, we are demonstrating the right method in this diagram below:


Lang's Lay Ropes
Compared to other Wire Rope Lay types, the superiority of Lang’s Lay Ropes in certain
applications derives from the fact that when bent over sheaves, their life span is comparatively
longer than the others. In simpler words, the advantage of Lang’s Lay Ropes is their greater
fatigue resistance.
It is important to understand the reasons for the advantages of Lang Lay Ropes. Let’s consider
their fatigue and bending properties. The figure shows, in part, how the Lang’s Lay construction
characteristics result in greater fatigue resistance than is found in Regular Lay Ropes. Note how
the axis of the Wire relates to the axis of the Rope in both cases.
When the regular Lay Rope is bent, the same degree of bend is imparted to the crowns of the
outer wires. Superior fatique life in Lang’s Lay Ropes is also attributable to the longer exposed
length of its outer wires. In the upper depiction of a Regular Lay Rope, the valley-to-valley length
of individual wires is about 7/8″, the length of the Lang’s Lay Wires in the lower photograph is
about 1- 1/8″ or say, 30% longer. Bending the Lang’s Lay Ropes results in less axial bending of
the outer wires and greater torsional flexure. These combined stresses notwithstanding, the
Lang’s Lay Ropes display 15 to 20% superiority over Regular Lay Ropes when bending is the
principal factor affecting the service life.
Wire Rope Abrasion & Fatigue
Two significant factors related to fatigue are discussed below, along with abrasion and peening Compared to other Wire Rope Laytypes, the superiority of Lang’s Lay Ropes in
certain applications Lang derives from the fact that when bent Regular over sheaves, their life span is comparatively longer than the others. In simpler words, the advantage of
Lang’s Lay Ropes is their greater fatigue resistance. It is important to understand the reasons for the advantages of Lang Lay Ropes. Let’s consider their fatigue and bending
properties. The figure shows, in part, how the Lang’s Lay construction characteristics result in greater fatigue resistance than is found in Regular Lay Ropes. Note how the axis of
the Wire relates to the axis of the Rope in both cases. Moreover, this higher pressure is transmitted to the internal Rope structure and this, in turn, decreases fatigue resistance
significantly.
Finally, the worn crown of the Regular Lay Wire combined with its shorter exposed length permits the wire to spring away from the rope axis. Subsequent passage on and off a
sheave or drum results in fatigue breakage. However, Lang’s Lay Ropes have two important limitations. First, if either end is not fixed, it will rotate severely when under load, and
secondly, it is less able to withstand crushing action on a drum or sheave, than is Regular Lay Rope. Hence, Lang’s Lay Ropes should not be operated without being secured
against rotation at both the ends and nor should they be operated over minimum-sized sheaves or drums under extreme loads. Additionally, poor drum winding conditions are not
well tolerated by Lang’s Lay Ropes.
Pre-forming is a process in Wire Rope manufacturing wherein the strands and their wires are formed-during fabrication to the helical shape that they will ultimately assume in the
finished rope or strand. Another equally significant process in the manufacturing of Wire Ropes is Post-Forming. As the name suggests, this process comes “after” the strands
have taken formation. Strands once formed, are made to pass through a high-pressure zig-zag-like formation controlled by Rollers made of special steel. This process is aimed at
releasing any process-stresses that may have been left in strands at the formation stage and once a strand has passed through this process, all stress has been drained out of it
and it’s ready to take shape of a rope it will eventually be closed into.
Wire Rope Classification
Wire Rope classification is done by the number of strands as well as by the number of Wires in each strand. For Example, 6 x 7, 6 x 19, 6 x 37, 8 x 19, 19 x 7. etc. However, these
are nominal classifications that may or may not reflect the actual construction. For instance, the 6 × 19 class includes constructions such as 6 × 21 Filler Wire, 6 x 25 Filler Wire,
and 6 × 26 Warrington Seale. Despite the fact that none of the three constructions named have 19 wires, they are designated as being in the 6 x 19 classification.
Hence, a manufacturer receiving an order for a 6 x 19 Rope may assume this to be a class reference and could possibly furnish any construction within this category. But, should
the job require the special characteristics of a 6 × 25 Filler Wire, and a 6 x 19 Seale is supplied in its stead, the shorter service life may be the result. To avoid such
misunderstandings, the safest procedure is to order a specific construction. In an event where the specific construction is not known or is under doubt, the Rope should be ordered
by class along with a description of its end-use. Identification of Wire Rope in class groups facilitates selection on the basis of strength and weight since it is a customary domestic
industry practice that all ropes (from a given manufacturer) within a class have the same nominal strength and weight. As for other-functional characteristics, these can be
obtained by referencing the specific construction within the class.
Only three wire ropes under the 6x 19 classification actually have 19 wires, 6x 19 (Two-Operation) 6 x 19 Seale (S), and 6 x 19 Warrington (W). All the rest have different wire
counts. In the 6x 37 class there is a greater variety of wire constructions. The commonly available constructions in the 6x 37 class include: 6 × 31 Warrington Seale (WS), 6 x 36
WS, 6 x 41 Seale Filler Wire (SFW), 6 x 41 WS, etc. – none of which contain exactly 37 wires.

Wire Rope handling, inspection and storage
For all Wire Ropes, the best time to begin taking appropriate care and handling measures is immediately upon having received them at your site. On arrival, the Ropes should be carefully checked to make certain that the delivered product matches the description on tags, requisition forms, packing slips, purchase order, and invoice. After these necessary preliminary checks, the next concern is that of providing weather-proof storage space. If Wire Ropes are to be kept unused for C considerable time, they must be protected from the elements. The ideal storage area is a dry, well-ventilated building or shed. Avoid closed, unheated, tightly sealed buildings or enclosures because condensation will form when warm, moist outside (ambient) air envelops the colder Ropes. Although Wire Ropes are protected by a lubricant, this is not totally effective since condensation can still occur within the small interstices between strands and wires, thereby causing corrosion problems. On the other hand, if the delivery site conditions preclude storage in an inside space and the Ropes must be kept outdoors, they should be effectively covered with waterproof material. Moreover, weeds and tall grass, in the assigned storage area, should be cut away and the reels should be placed on an elevated platform which will keep them from any possibility of direct contact with the moisture in the ground below. Providing an adequate covering for the reels also prevents the original lubricant from drying out and thereby losing its protection. Never store Wire Ropes in areas subject to elevated temperatures. Dust and grit, or chemically laden atmospheres, are also to be avoided. Although lubricant applied at the factory offers some degree of protection, every normal precautionary measure should be taken with every Coil or Reel of Wire Ropes Whenever Wire Ropes remain in position on an idle machine, crane, hoist, etc., they should be coated with an appropriate protective lubricant. In these circumstances, as with ropes stored outside, moisture, in the form of condensation, rain or snow may form on the outer surfaces of Wire Ropes. Some of the moisture may easily become trapped inside the Ropes and cause corrosion problems. If the Wire Ropes are to be kept inactive for an extended period while wound on the drum of the idle equipment, it may be necessary to apply a coating of lubricant to each layer as the Ropes are wound on the drum. Cleaning, inspection, and re-lubrication should precede start-up of the equipment.